今夏購入したElegoo Neptune4 plusですが、前回、TPUフィラメントの印刷不良で、Elegooサポートより、換えのプリンタヘッドを送って頂きました。
( 9日間で届きました。)
続編のレポートです。
早速届いたヘッドに組み替えて、いざExtruder温度230℃設定でプリント!!
(材料は、TPUの硬度72D:推奨温度230℃~240℃)
順調にスタートしたと思ったら、やはり途中でフィラメントが詰まってしまいました。
従来から使っているHictop社3Dプリンタでは、230℃でキレイにプリントできます。


ここで、Neptune4のヒーターとサーミスタとノズルの位置関係について考察してみます。
ヒーター⇒サーミスタ⇒ノズルの順に並んでいます。
サーミスタが、ヒーターとノズルの間の穴に入っているので、必然的にサーミスタ部よりもノズル部は、温度が低くなっていると予想されます。

再度ノズルのサーミスタ部直近へ、熱電対を差し込んで温度測定しました。
設定温度≒サーミスタ測定温度に対し、熱電対による実測温度の方が10%超は低い結果となりました。


これを受けて、255℃設定でプリントした結果が下記です。
見事最後までプリントできました。

●その他の温度設定
・262℃設定:プリントは成功するが、クリアのフィラメントが大分白濁
してしまったので、温度が高すぎる模様
・245℃設定:途中までプリントできた。
・240℃設定:7~8分で途中でノズルが詰まってNG
現時点の結論:Neptune4は、推奨温度に対しノズル温度を高めに設定すべし
(今時点は、約10%温度を高くするのが適切?)
Elegooサポートに、このノズル温度の件を連絡したところ、
「弊社チームはお客様のご提案を真剣に検討させていただきます。ただ弊社チームでは、当面の間、温度テスト値を提供していません。」
との回答でした。
何らかの進展があったら、またレポートしたいと思っています。
Elegooサポートは、質問に対しちゃんと回答をくれるし、対応も真摯にしてくれるのでカスタマーサポートとして合格点かと思います。
Amazon自身も1ヶ月は返品対応を受けてくれるので、安心でした。
という事で、一先ずプリントは出来る様になったので、その他の材質との相性も今後見ていきたいと思います。
温度別に失敗したケースがたくさん出来てしまったので、それぞれを溶着して、
工具/ネジ入れとしてプリンタの隙間スペースに設置しました。
材料を無駄にはしない精神です。


●その他構造について
せっかく色々構造の解析をしたので、メモしておきます。
・フィラメントの送り出し部について
このネジを左に回すと、下図の様にバネが縮まって、フィラメントを押さえつける力が強くなります。
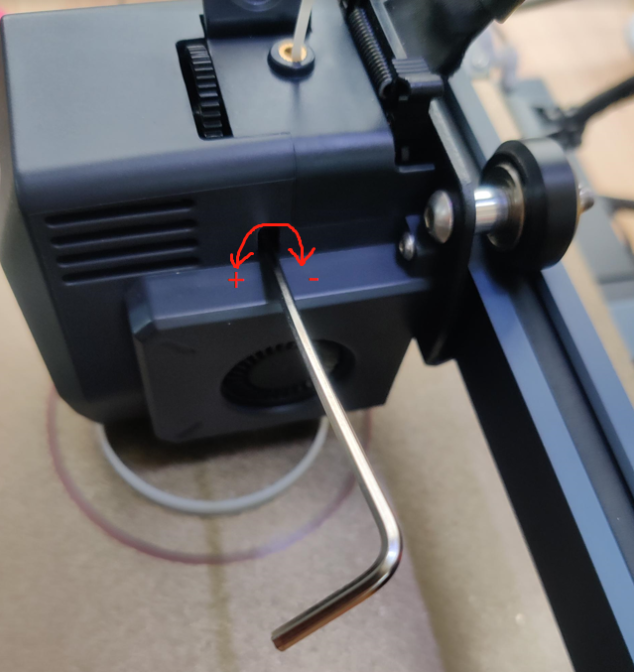

これをフィラメントの硬さによって、調整した方が良いとの事です。
外からだと、バネがどれ位縮まっているのか見えませんが、ネジの感触で判断するしかないですね。


・ノズル部について
左真ん中のFANで、右のヒートシンクを冷却し、ノズル手前のガイド部分でフィラメントを冷却し、熱が上部のPTFE Tube側へ伝わらない様に設計されている。

Hot Endの構造については、下記が参考になる。

●Neptune4についての総評
TPUの詰まり問題でとても苦労したが、総じて評価するととても良いプリンターで、やはり買って良かったと思う。
他のプリンターと比較して、今の自分の価値観ではこれに勝るものはないと思う。
・XYZ軸ともに、ステッピングモーターの動きがとても滑らかで速く、静かで、従来機とは一線を画している。
・CURAで生成したGコードを、Chromeブラウザ上にドラッグし、WIFIで転送してプリント開始できるのは、とても魅力的。しかもプリントの進捗が、ブラウザ画面でリアルタイムに遠隔確認できる。
・4万円そこそこで、320 x 320 x 385のBig Sizeプリントが出来るコストパフォーマンス
・PEIシートと、レベリングの精度が相まって、1層目の定着はとても優秀であまり失敗がない。
・お馴染みのスライサーSoft Curaが使える。DefaultのElegoo Curaでなく、最新のCura 5.8.0をダウンロードして使ったが、Neptune4 Plusの設定が追加されていて、問題なし
唯一のデメリットポイントは、TPUの詰まり対応の設定がシビアという問題ですね。
推奨温度よりも高めに設定しなければならないので、どれ位温度設定にすれば、良好な材料特性で詰まらずにプリントできるのか、まだ手探りしかない。という状況です。
また更新情報があったらレポートしたいと思います。











































 強化ノンシールチェーン 420SR ゴールド 110L 【クリップジョイント】")
 ドライブスプロケット (フロント/15T) 420サイズ NSR50/モンキー/グロム/スーパーカブ50/スーパーカブ110/ダックス125等 530-1010215")
 ドリブンスプロケット (リア/34T) 420サイズ スーパーカブ50/110 クロスカブ110 モンキー125 ダックス125 グロム等 535-1424034")